Hi all,
I was somewhat triggered by some initiatives as topolabs, and some other initiatives in this post
So I wondered how difficult it was to print a skin for slow sloping surfaces with a dynamical Z and X axis, and the Y ax behaving as “staged slices”.
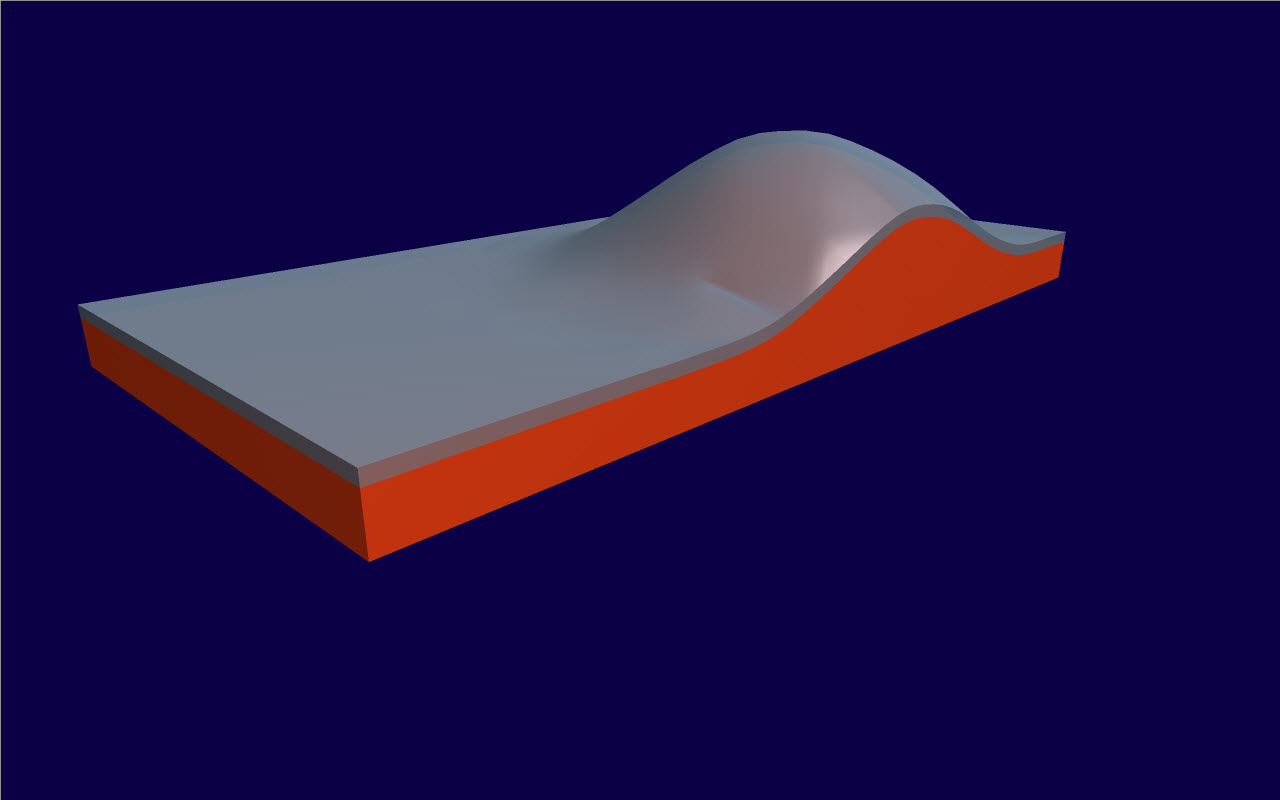
I made a simple model in ArchiCad with two meshes: one as base to be sliced in Z direction and one as skin, offsetted curved slab of 0.5mm.
skin mesh of 0.5mm
I sliced the two meshes seperately. The skin is generated in KS with 30mm/s for all axis, and both 0.3mm pathwidth as 0.3mm layer height, as a normal 0.4mm pathwidth would result in a layer height of 0.4mm, what is to much for my printer. The Gcode output of the skin is edited to exchange Y by Z, and Z by Y.
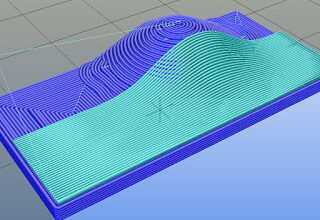
After that I simply combined the Gcodes by adding the curved Gcode behind the base Gcode. Of course the startpoints of the 3D Gcodes didn’t match, but after some editing of the bed center they matched. I checked the combined Gcode in Repetier Host:
base Gcode slied in Z direction


the skin sliced in Y direction



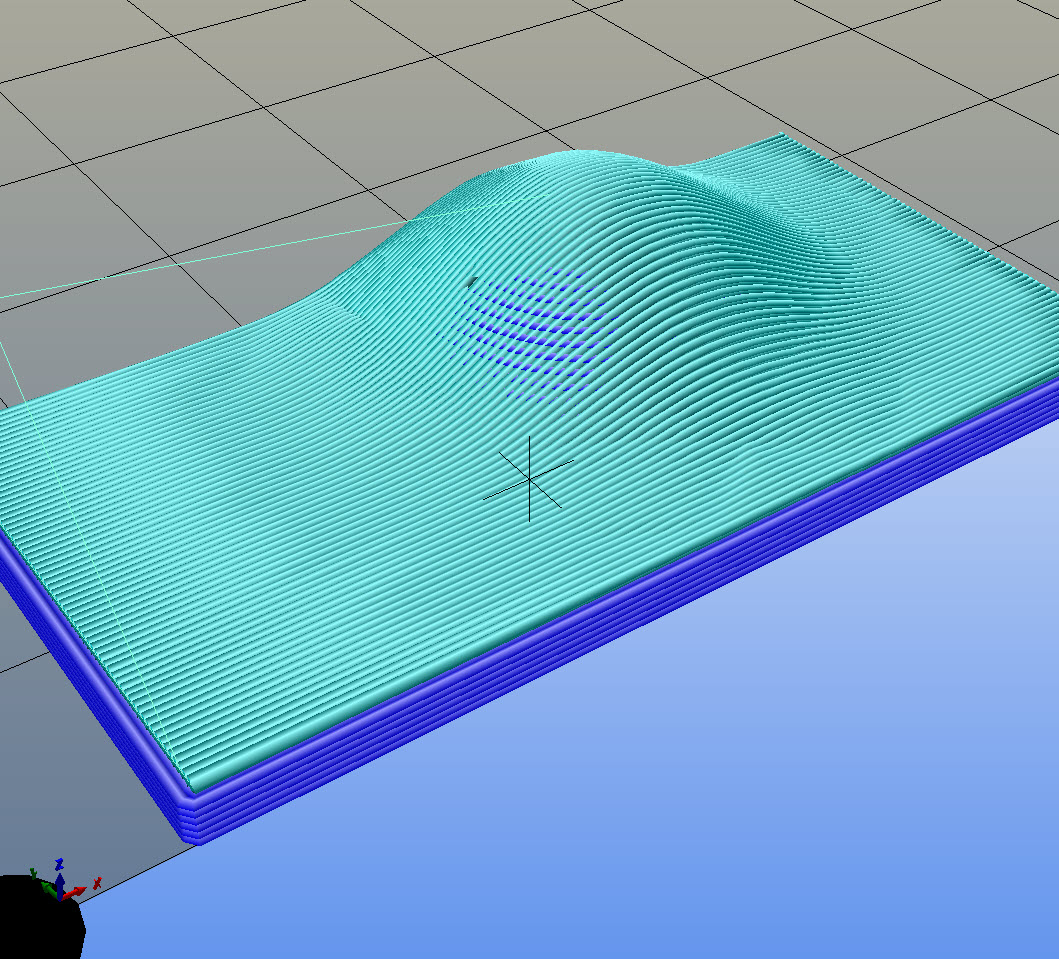
To my surprise it worked at first try. (however I had one finger at the power button of the printer, in case it went wrong…)

It’s a tiny object, but the result for slow slopes is smoother than a normal sliced 0.1mm Z resolution.
I can put a short video on youtube to see the dynamic Z axis working if someone is interested.
I realize that -as sequential printing- there are limits in Z direction to do this, depending how small your extruder / space around it is, but I can imagine that an option to slice specific meshes in Y direction for the (one or two) top surfaces will result in a smoother 3Dprint.
A small video:
Bart