Voor de hechting van de print op het bed zijn er verschillende mogelijkheden: goed schoongemaakt Kapton tape (of bespoten met gravity spray), een glasplaat met gravity spray, een lijmstick, ABS slurry. Meestal lukt dit wel.
Als beginner is het vaak onduidelijk waarom de eerste laag dan toch niet hecht, rafelig eruit ziet, of de extruder hobbelend over eerdere printbanen gaat.
De eerste stap is het levelen van het bed, zoals in de handleiding beschreven.
Level het bed altijd met een verwarmde extruder en bed! Dan zit er geen hard klontje plastic onder de extruder die een foutieve afstand veroorzaakt (te groot dus) en is het bed door de temperatuurspanning ‘gezet’ als tijdens het printen.
Aangezien het zonder die eerste laag ook niet mogelijk is om de filament diameter te tweaken (op het “basic” tab blad van Craftware, is het raadzaam eerst te beginnen met een standaard diameter van 1.75mm om een acceptabele ‘flow’ te krijgen voor die eerste laag.
- Maak eerst een Gcode aan van de testcube middels het standaardprofiel op onze site
- zet die op de USB stick en die weer op de printer
- calibreer het bed middels het LCD scherm
- print de eerste laag en pauze / stop de print.
- Afhankelijk hoe deze eruit ziet, draai het print bed aan (de afstand wordt groter) of draai de 3 level knoppen los (de afstand wordt kleiner). Kleine stapjes: 1/8ste slag.
- Print opnieuw de eerste laag, etc.
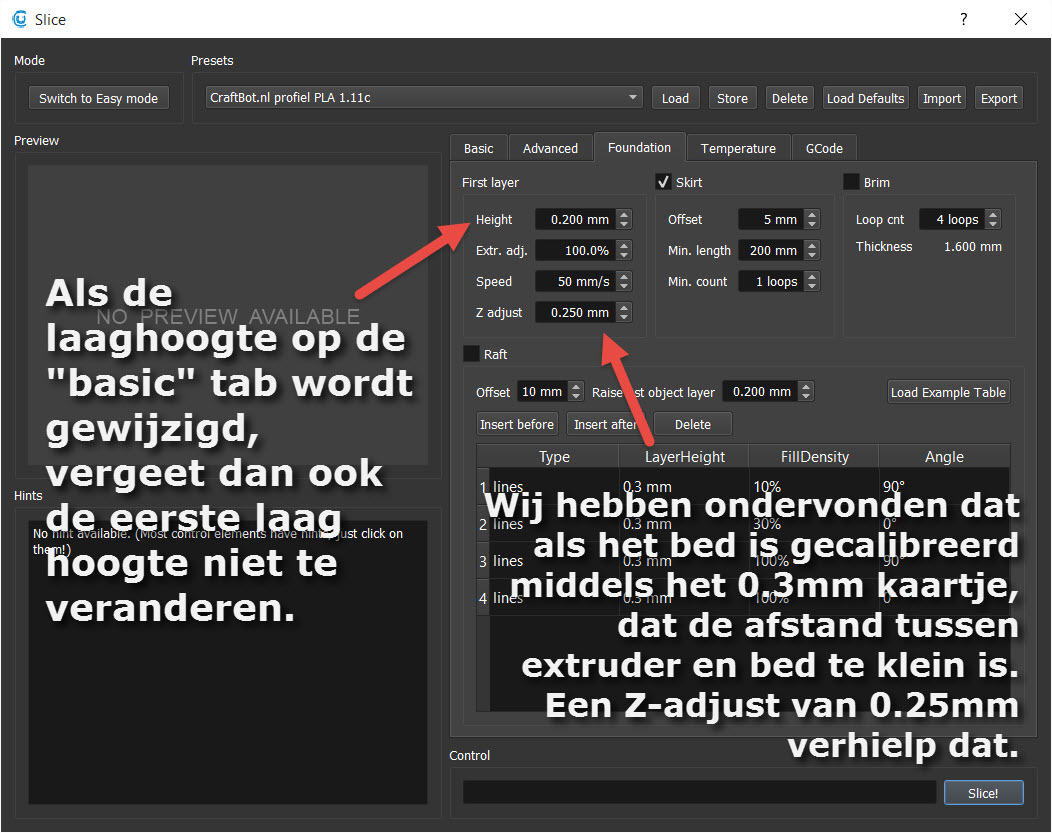
De nieuwe afstand kan bijvoorbeeld gemeten worden met een aantal visitekaartjes (vaak 0.3mm) of een voelermaat. Als er 2 visitekaartjes tussen passen, dan moet de Z-adjust 0.3mm worden. (zoals ongeveer bij ons: na wat tweaken werd dat 0.25mm). Voor iedereen zal deze waarde net iets anders uitkomen, maar daarna correspondeert de LCD bed leveling met de Gcode output van Craftware.
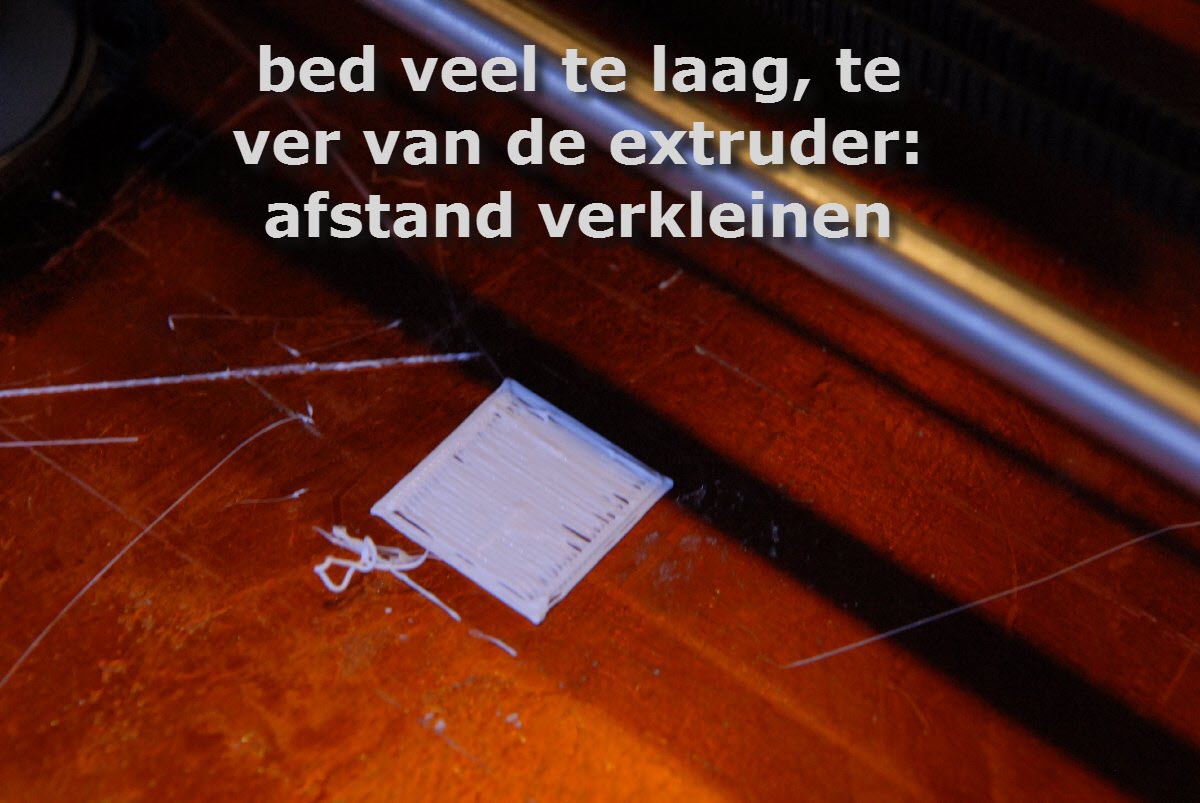
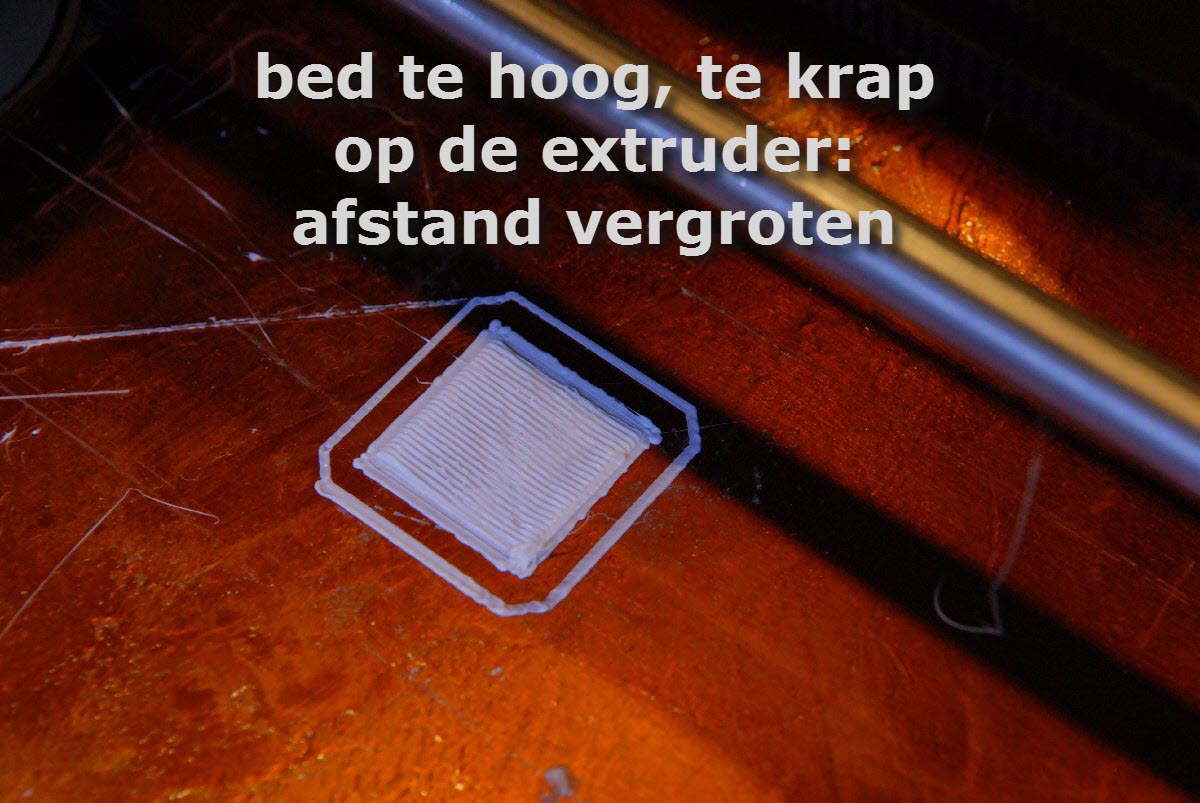
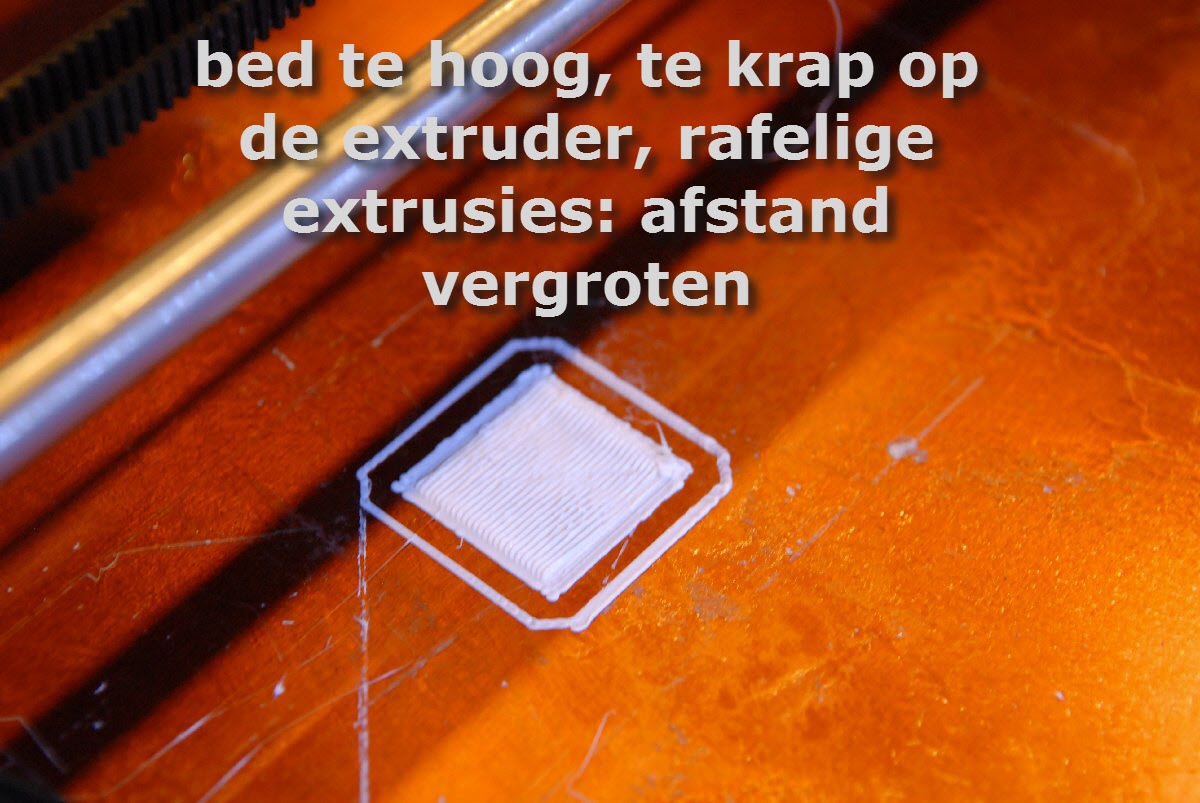
Hieronder wat voorbeelden van effecten voor de eerste laag, van de afstand tussen print-bed en extruder.